获取短信验证码

2023-07-27
张刚
锭子是细纱工序重要的专件之一,通过自身的高速运转与钢领、钢丝圈等纺专器材配合,实现纱线的加捻与卷绕。锭子不仅需要高速运转,而且要在承载管纱高速运转的情况下保持长期的稳定性。它既是精密运转的专件,又是易损件。所以,良好维护与保养工作极为重要。如果保养到位,锭子的正常运转周期可达8-10年甚至更久。否则,短期内就会出现早期磨损、内腔黑油,甚至轴承损坏等问题。锭子使用、维护不当主要集中于油品润滑、纱管质量及铝杆锭子的不规范操作等几个方面。
一、油品润滑
锭子的润滑效果取决于油品的质量和加油的数量。优质润滑油能带给锭子良好的润滑和散热效果,保证锭子良好的负载特性及使用寿命。
1.1 选用油品的要求
(1)大型石化公司的标准品牌润滑油。
(2)粘度等级:锭子润滑油一般使用40℃运动粘度为10mm²/s的润滑油(国际牌号ISO VG10,通俗地说就是要用粘度为10#的优质润滑油)。
(3)我国国家标准中已无锭子油的类别,锭子用润滑油现归属于轴承润滑油的范畴,即名称为轴承油或主轴油。
(4)国内及国际知名润滑油品牌及标号推荐表见表1。
表1知名润滑油品牌及标号推荐
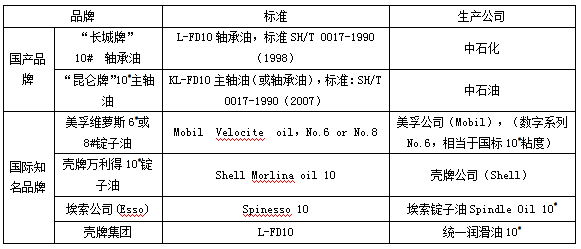
禁止使用非标准、无牌号、无厂家的所谓“锭子油”,禁止使用劣质润滑油。
1.2 加油量及注意事项
应使用专用锭子清洗加油机给锭子实行定高或定量加油,一般尖底锭子(上下支撑距为120mm)加油高度控制在70-80mm(用对应系列油位标尺测量或插入锭杆后测量锭尖油位高度);平锭底锭子(上下支撑距为100mm)加油高度控制在60-70mm。长换油周期(含NL识别号)系列锭子,油位高度可较下支撑结构的同型号锭子提高10mm。
需要注意的是,尖底锭子不能在油位低于60mm的状态下运转,平底锭子不能在油位低于50mm的状态下运转。
1.3 锭子润滑的误区
如果锭子缺油运转,锭子上轴承与锭杆轴颈部位会摩擦生热,造成磨损加剧。因油液匮乏,油膜润滑及降温失效,轴承保持器窗口及轴承孔内接圆直径会磨损变大,改变了锭子同轴的精度,锭子会出现麻手、摇头、运转中上窜等现象,直至造成磨粒集聚、内腔发黑、锭钩磨损、轴承损坏等问题。因此,在锭子加油时要避免出现以下误区:
(1)加油前未校正、检查加油机油枪定位或定量的准确性。
(2)加油过程中漏加或虚加。
(3)无锭子油位抽查机制,锭子长期缺油运转。
1.4 避免锭子磨损的措施
(1)选用优质锭子润滑油。
(2)锭子安装完成后,应按照锭子结构系列油位要求(见产品说明书),做到首次加油准确到位。加油前把加油设备调整好,保证加油量准确可靠,尤其是加油枪管要求出油足量、回油顺畅,保证油枪定位精准。整机加油前可通过试加来验证加油设备的可靠性,再整机台加油。
(3)加油过程中,枪管在锭腔中要停留2-3秒,避免因回油管气泡干扰,产生油位虚高现象;禁止加油过快,避免虚加或漏加。
(4)加油完成后,要由专人抽查加油效果,纳入考核机制。
二、纱管使用
在纺纱过程中,纱管与锭子形成复合体,并由锭子直接驱动,因此纱管的性能直接影响锭子的运行质量和使用寿命。
2.1 纱管的使用要求
(1)要选用优质的纱管,与锭子配套要适宜,卷装尺寸要与锭速相匹配(高速小卷装、低速大卷装)。
(2)纱管的几何尺寸、空管振幅应符合国家及行业标准(标准号:FZ/T93008-2018塑料经纱筒管)。
2.2 空管振幅的检测方法及控制标准
(1)检测方法。同批次纱管随机抽取20-50只,分别安装在空锭振幅在0.02㎜以内的同一锭子上,设置锭速为18000rpm,用锭子测振仪检测空管振幅(注:不同批次的纱管应分别检测)。
(2)检测标准。空纱管振幅的控制标准见表2。
表2 空纱管振幅的控制标准

2.3 纱管的使用误区
(1)严重老化、变形纱管或空管振幅严重超出国家标准的纱管,可能会造成大纱摇头、负载振幅严重超出锭子轴承的承载能力的情况,锭子运转后很快会出现锭尖磨损,轴承损坏(使用严重老化的纱管,在纺大纱时锭子的振幅会达到0.6-0.8mm,甚至达到1.4mm)。
(2)天眼部位严重磨损的纱管,与锭子的配合位置会下移,造成落纱困难(见图1)。

图1 管芯脱落、磨损造成纱管下移
(3)纱管基本尺寸不合格或光杆锭子纱管管芯脱落,使锭子对纱管的支撑失效。运转中会出现丢转现象,且会对锭子造成径向冲击,导致出现弱捻纱、锭子轴承早期损坏等问题。
(4)废丝缠绕或纱管变形,会导致纱管在锭子上安装配合不到位(即高管锭子等)。
2.4 避免纱管不合格的措施
(1)振幅的控制(可用SZ-3型锭子测振仪检测振幅):空管振幅超出国家标准0.25mm的纱管要尽量弃用;大纱振幅超过0.6mm的纱管应挑出,予以淘汰(行业中一般要求大纱振幅≤0.4mm)。
(2)基本尺寸的控制:我公司可免费提供锭子配套纱管的标准管芯孔检测量具,要求对纱管进行全数检测、分类挑拣;基本尺寸严重不合格或配合锥度异常的纱管,应予以淘汰。
(3)每次完成落纱厚,应检查纱管与锭子的配合情况,保证纱管安装到位。避免因纱管变形或多余废丝出现高管或沉底纱管的现象,否则会产生打滑、上窜、大纱摇头及弱捻等问题。
(4)对正在使用纱管,应加强检查,及时剔除损坏、变形或内壁严重磨损及掉块的纱管。严重变形及老化的纱管动平衡变差,会增大锭子的偏心负载,振幅会明显倍增,既影响纱线质量又影响锭子使用寿命,应及时分批淘汰或更新。
三、铝杆锭子的操作误区及避免措施
相对于光杆锭子,铝套管锭子从根本上改变了对纱管的支撑方式,由锥面紧密配合支撑变为弹性支持器动态支撑于纱管内壁上锥部位(见图2)。静态时支撑力很小,便于集体落纱自动落纱;动态运转时支撑力可靠(速度越高,离心力越大,支撑越可靠)。既解决了运转中的不同步问题,又解决了支撑与拔管的矛盾问题。

图2 光杆锭子与铝套管锭子支撑方式对比
3.1 使用要求
机台在运转过程中,铝杆锭子在接头、取样及上下纱管时,必须使用刹锭器,以防止损伤锭子和纱管。
3.2 操作误区
如沿袭光杆锭子的操作习惯,不按要求使用刹锭器(在锭子运转时直接拔纱或插管),将会使锭子的弹性支持器与纱管内壁剧烈摩擦、磨损变形,使纱管内壁与弹性支持器配合处出现沟槽状型变;纱管内壁的变形沟槽在集体落纱时有止退作用,无法实现自动拔纱;也会改变配合状况,出现支撑失效、打滑及摆头等现象。从而损伤锭子弹性支持器,导致其出现卡死、脱落等(见图3)。

图3 不按要求使用刹锭器造成的影响
3.3 避免措施
(1)正确使用刹锭器(先刹停锭子再进行拔管及插管操作)。
(2)单锭操作,不同时刹两锭及以上。刹锭停车及刹锭释放应快捷、利落,一次到位。
(3)完成上、下纱管后,应立即松开刹锭器。刹锭时间不宜过长,以减少锭盘、锭带、刹锭器间的交叉磨损。减少摩擦生热,延长刹锭器的使用寿命。
(4)因不正确刹锭造成内壁严重磨损沟槽的纱管应及时淘汰(集体落纱中不能自动落纱的纱管应重点关注,及时查找原因,尤其是纱管内壁的状态)。
(5)对于弹性支持器脱落及卡死的锭子,可联系厂家及时补装或修复。
四、结语
要保证锭子正常的使用寿命和良好的运行质量,就要按照主机设备的要求正确安装与校正锭子,避免异常敲击;正确选用润滑油,做好周期润滑保养工作;优选并监控配套使用的纱管,保证锭子承载的稳定性;做好日常的维护管理工作,养成良好的操作习惯。
(来源:中国纱线网,版权归原作者或机构所有)
大连毅科轴承有限公司 技术支持:佰联轴承网

